
For a plastics manufacturer, mold cycle time is perhaps the most critical measure of performance. Mold cycle time is the total time required to mold a single shot of plastic through the cycle to a completed part. Typically this would include the time from the injection of plastic into the mold right up to the beginning of the next injection of plastic. Cycle time is dependent on the design of the mold, cavity (part) configuration and material being molded. Total cycle time includes the time required to inject the plastic into the mold, cool the plastic, open the mold, eject the part(s) and re-close the mold. Time for cooling of the material depends on the characteristics of the cooling lines designed into the mold and thickness of the molded material (part size and geometry). Material type is also a factor in cycle time.
Basic (theoretical) cycle time is designed into the process and the mold, but the operator and operational conditions influence the actual cycle time achieved. Most companies only measure mold cycle time indirectly and after-the-fact by dividing the total time to produce a run of product by the number of parts (cycles) produced. That may be good information for accounting and engineering, but does little to support work management and operational improvement.
The best situation is to continuously measure and display the cycle time throughout the shift. That way, management can keep a close eye on the actual performance of the central resource of a molding plant and ensure that the plant is operating at full capability in real time.
Many factors contribute to actual mold cycle including operator actions and decisions, equipment condition and maintenance, and ambient conditions. Early detection of any cycle inhibitors can lead to early correction and increased output.
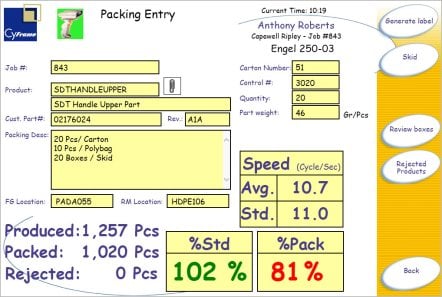
The design of the mold and the process dictates the theoretical operating cycle time. This can be considered to be the optimum or best overall cycle. Running slower than the theoretical optimum is, of course, less productive and efficient. Running faster than the designed cycle is not necessarily a good thing. If the cycle time should be 11 seconds but the current job is running at 10 seconds, for example, the product may look okay at the machine but may fail quality tests down the line. Continuous monitoring of cycle time can trigger a quality alert immediately to quickly check product quality and take corrective action to prevent production of more bad parts. Most often, best practice is to strive to achieve the theoretical rate consistently – no more and no less.
Machines that have been well maintained will be faster and more reliable, yielding more consistent performance. Operator experience and expertise can make a large difference in the mold cycle and therefore the productivity of the machine and the plant. Having a system that is tracking historical cycle time, managing maintenance schedules and being able to record what the cycle time should be by machine is essential in increasing the overall productivity and profitability of the production along with providing far better planning and scheduling capability.
Assume that a mold is designed for a cycle of ten seconds. A less capable operator might run the machine on an 11 second cycle in order to be able to keep up with his or her duties and produce good parts. That additional one second of cycle time represents a 10% reduction in productivity, meaning that a given job will take 10% longer to complete and the overall output of the machine per shift is reduced by 10%. Bringing the machine back up to the designed speed results in an 11% improvement over the reduced rate (dividing 9 seconds into 10 to get the improvement percentage) with the accompanying increase in efficiency and productivity… and reduced cost.
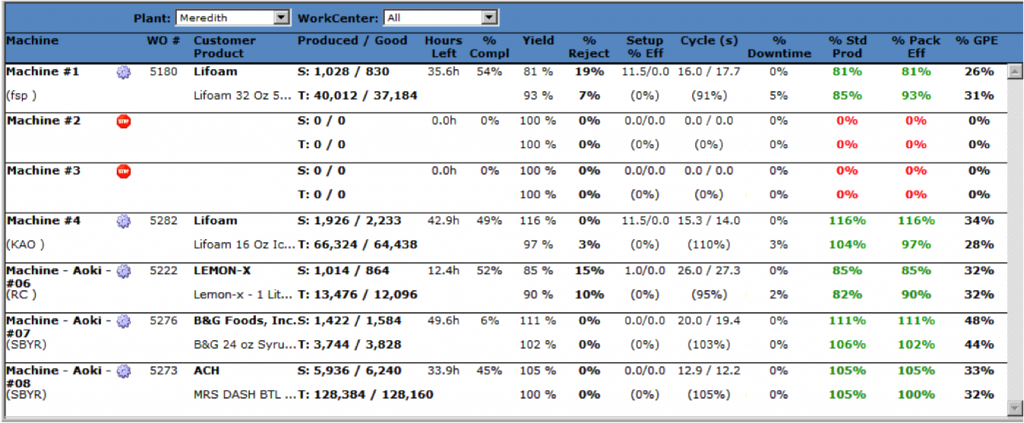
Tracking mold performance (cycle time) by machine also provides an opportunity to better manage the plant and achieve optimum throughput. A given mold might operate effectively at a 10 second cycle on one machine but at 8 seconds on another. All else being equal, it might be better to run the job on the second machine. Considering other jobs and their particular run rates, color changes, priorities, maintenance schedules, operator availability and other considerations may favor alternative assignments. These decisions are difficult at best without good performance information by mold/machine/operator information.
Another opportunity exists with a constant check on cycle time compared to pack efficiency. Automated shop floor inputs from the machine, compared directly to bar code scans of what is being packed can keep a running count of job progress and quality (rejects). This provides continuous data for planning when the current job can ship and when the next job can start. Raw material usage tracking is also more precise.
In most cases, simple machine monitoring sensors that are part of (or that can be added to) machine controls can be used to feed the data collection and analysis functions in your planning and management system. A small investment in data collection generates valuable input for more effectively scheduling, operating and managing plant effectiveness and efficiency.